Research Article - European Journal of Applied Engineering and Scientific Research ( 2018) Volume 6, Issue 3
The company Camlait, based in Douala where an internship was made, has a number of equipment contributing to the continuous production of Rivers and other dairy products. It happens that among its equipment, there are generators sets and they regularly break down. In order to reduce their downtime and increase their availability, there was talk of setting up an optimized maintenance policy to solve this problem, in order to generate a good availability factor. To do this, an evaluation of the existing maintenance policy was carried out using the KIVIAT diagram, thus allowing to visualize the inventory of the maintenance service, in terms of personnel, equipment and power to highlight the main problems. met by the maintenance, an analysis of the availability of the generators sets was deployed, preceded by the proposal of a formula of optimization of the time of stop and opening to evaluate the state of the premises and finally for an optimal maintenance of its generators sets, it has been proposed a range of first level inspection followed by a preventive maintenance plan
Optimization, Maintenance, Maintenance policy, Generator set.
In order to improve its compatibility, its performances and to maintain its leading position on the agri-food market in Cameroon and Central Africa, CAMLAIT SA is ISO 22000: 2005 certified and more precisely ISO/TS 22002-1: 2009 specification evolve in an increasingly complex and changing environment. Today, they face several problems: saturated markets, increased competitiveness, more demanding and less loyal customers, etc. In such an environment, the competitiveness of companies increasingly depends on their flexibility and ability to innovate, both in their organizational structure and in their mode of operation interact with customers and suppliers, as well as their management methods and management maintenance of production equipment. However, in their quest for competitiveness, the main obstacle that companies face is the availability of the production tool. Several problems are encountered by the company following complaints from maintenance agents, who complained that maintenance is not a priority and the response time is very high. For this reason, it is appropriate to overcome these difficulties to provide a better production service to CAMLAIT SA.
Literature review of maintenance
Definition: Many definitions of maintenance are proposed in the literature. According to [1], maintenance is the "combination of all technical actions and corresponding administrative actions, including monitoring and control operations, designed to maintain or restore an entity to a state that enables it to perform a function required". A first normative definition of maintenance was given by [2], namely "the set of actions to maintain or restore a property in a specified state or able to provide a specific service" [3,4]. Consider, for their part, maintenance as "the set of actions (and activities) intended to maintain or restore a product or application in a state where they can perform a required function». Finally, since 2001, the first normative definition has been replaced by a new definition, now European (NF EN 13306 X 60-319): "Set of all technical, administrative and management actions during the life cycle of a property, intended to maintain or restore it to a state in which it can perform the required function ".
Objectives and missions of the maintenance: Examination of these different maintenance tasks shows that they are distinguished according to the random or planned nature of the triggering element of the operations in question (breakdown or wear, for example) [5], emphasizes that "the distinction between corrective and preventive maintenance is based on the fact that the first, like the breakdown, is random while the other is planned and must even be widely planned."
The objectives: Industrial maintenance has five main objectives:
• Contribute to ensure the planned production;
• Contribute to maintaining the quality of the manufactured product;
• Help to meet deadlines;
• To seek optimal costs;
• Respect human objectives: working conditions and safety.
Missions:
• The missions of the industrial maintenance are:
• Provide maintenance of production equipment;
• Improve production equipment;
• Take charge of new works.
Typology of maintenance: There are usually two forms of maintenance:
• Preventive maintenance;
• Corrective maintenance.
The summary diagram of maintenance methods is shown in Figure 1 below:
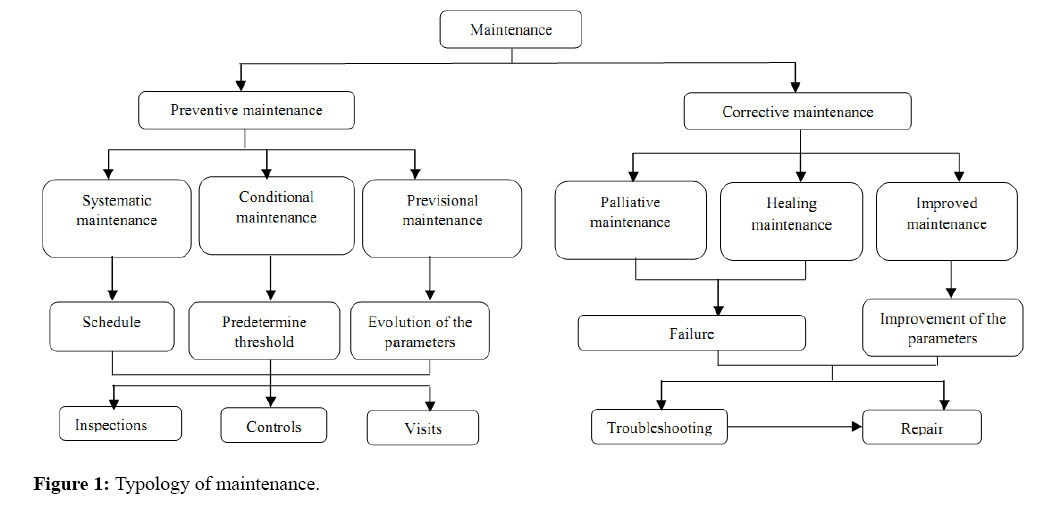
Figure 1: Typology of maintenance.
The study focuses on three generators of the respective brands: Stamford, PRAMAC and SDMO Camlait S.A, based in Douala, Cameroon.
To carry out this work, an evaluation of the maintenance policy within the company will be carried out first, using the Kiviat diagram; then a formula for optimization of downtime and opening hours will be proposed, followed by an analysis of the availability of the generators, and finally a first level inspection sheet and a preventive maintenance plan. For the generators will be proposed to optimize the existing maintenance policy.
Evaluation of the maintenance policy: The realization of this project follows a process that is not linear but iterative. All the constituent elements interact with each other. For the study, the kiviat diagram will be used (radar diagram), which is a representation mode in polar coordinates [6]. This tool will allow an audit on the current maintenance situation, all the weaknesses of each sector related to the practice of maintenance will be identified by giving each a percentage (between 0 and 100%) according to the experience of the maintenance. maintenance actors and the experience gained in the field. The audit can thus be materialized by a radar graph (KIVIAT diagram) giving the image of the starting organization and the axes on which the CMMS must bring more reflection as presented by the following Figure 2:
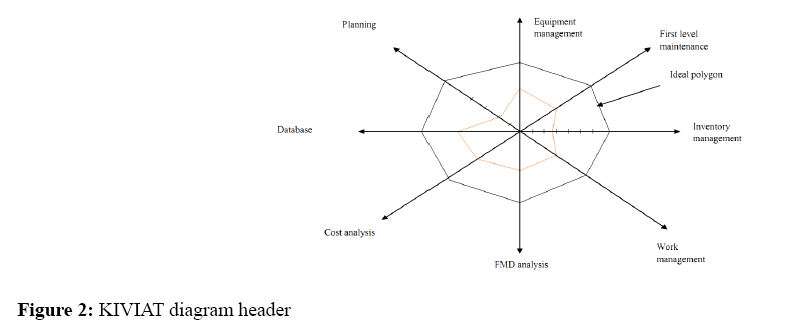
Figure 2: KIVIAT diagram header
Availability analysis: [5] defines Availability as "the probability that the equipment or system used in the intended conditions will be able to perform a required function at a given time». Equipment is said to be "available" if it can fulfill the mission or function for which it was designed. The concept of availability makes it possible to highlight the repairability of an installation by measuring the effectiveness of its maintenance. In practice, the calculation of the availability of a chain of n dependent units in series is based on the asymptotic availability given by the relation:
 With
With 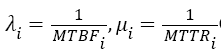 On the other hand, the basic indicator of the
operational availability of a piece of equipment is given by the relation:
On the other hand, the basic indicator of the
operational availability of a piece of equipment is given by the relation: 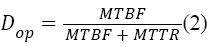
The use of this model implies the knowledge of TBF (Time between Failures) and TTR (Time To Repair), which is rarely the case, let alone in the local industrial context. If it is not possible to use the previous model, it would be wise to use the following estimation model with the simple knowledge of downtime:
with TO as opening time and TA cumulative downtime generally attributed only to maintenance.
Optimization of the maintenance policy: Good maintenance consists in implementing, for each equipment, each subset or even each element, the most appropriate technique, the optimum technique.
The choice of this technique is made according to various criteria:
• Knowledge about the behavior of the material;
• History;
• Expert judgment;
• Significant costs of failure and unknown costs;
• Random failure.
From the analysis of these criteria and their confrontation with reality, it will be a question of choosing a maintenance technique.
Specifications: The specifications presenting the objectives to be achieved in the future as regards the efficiency of the maintenance, the satisfaction of the production and the management of the personnel. Looking at past achievements, this material is therefore a real roadmap for ever-increasing maintenance prospects within the company (Table 1).
| Definition of Parameters | IP | Formula | Level | Current | Target value 2018 | Target value 2019 |
|---|---|---|---|---|---|---|
| 2016 | 2017 | |||||
| Objectives and control of results | Degree of progress | Number operations engaged/Number of operations | 0.8 | 0.65 | 0.8 | 0.95 |
| Efficiency of Maintenance | Quality of intervention indicator Iq | Number of requests for intervention/month | 207 | 239 | 190 | 110 |
| Corrective maintenance indicator Imc | ∑ Corrective maintenance hours/∑ maintenance time | 0.45 | 0.65 | 0.45 | 0.4 | |
| Preventive maintenance indicator Imp | Preventive maintenance hours/∑ maintenance time | 0.55 | 0.35 | 0.55 | 0.6 | |
| Analyse of Delays and Satisfaction production | Intervention time | Number of hours between request and receipt of service request | 6 | 10 | 5 | 2 |
| Production satisfaction indicator | Number of certicates of entry into service / Number of services total requests | This indicator is to be calculated during the implementation of new work procedures | ||||
| Staff Management | Accident frequency rate | Number of accidents at work / Amount of work hours | 0 | 0.01 | 0 | 0 |
| Staff working time | ∑ Working hours per day / Service staff | 2 | 1.6 | 1 | 0.5 | |
Table 1: Objectives to be reached by the maintenance department.
Figure 3 below presents the results of the audit done on the different sectors of the maintenance department.
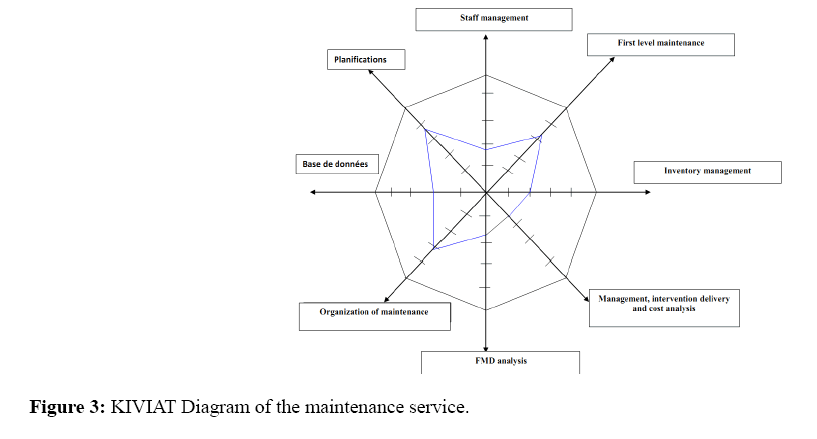
Figure 3: KIVIAT Diagram of the maintenance service.
With regard to this diagram, it is worth noting the observation of a mediocre result taking into account in particular the objectives and the control of the results, the management of the personnel and the maintenance of the first level. The results of this audit as well as the difficulties to be solved to increase the services of the maintenance department and to ensure a greater satisfaction of the production are presented in Table 2:
| Good 70 à 100% | Average 50 à 70% | Insufficient 35 à 50% | Mediocre 0 à 35% | Comments | |
|---|---|---|---|---|---|
| General organization and maintenance context | * | The staff is poorly organized and does not meet the responsibilities assigned to them, the maintenance spirit is not sufficiently developed or subject to administrative difficulties | |||
| Data base | * | The database is incomplete. The manager must make an analysis of the availability of equipment in real time. | |||
| Inventory management | * | The stocks are managed by simple registration in an excel table. For more efficiency, it must be an integral part of the software. | |||
| Objectives and | The objectives of the department are well established but the control of the results (number of work requests up or down, maintenance cost not improved or not) is not active | ||||
| Control of results | * | ||||
| Maintenance Management and Achievements of the interventions of | * | Maintenance has a maintenance schedule (especially preventive) well established but is not sometimes execute | |||
| Maintenance | |||||
| Staff management and training and skills | * | The department works with a reduced staff, which prevents the high quality of its services | |||
| Data scheduling (ranking) | * | The archival classification is fairly managed | |||
| First level maintenance | * | The self-maintenance is not developed. The operator has no tools allowing him to act to the second |
Table 2: Current situation of maintenance.
Optimization of shutdown times (TA) and opening times (TO) of generators sets: Within the structure, the opening times were evaluated according to the formula:
Opening time=number of days in month × 24 hours
The limit of this formula is that the moments of stops of the generator set are not taken into account following a failure and always leading to the end at an operational availability lower than 70%.
A formula for optimizing downtime (TA) and opening (T0) of generating sets has been developed. Indeed, considering a given week i (1-i-4), the group j on a given day j (1-j-6) may be unavailable. This unavailability being characterized by a lack of electricity. The generators of the structure are used 24 hours a day to ensure continuous production and for 6 days/7, except Sunday considered as a day of rest. For example, to estimate a downtime and opening time of a generator set, simply accumulate the hours of each week that must be summed at the end to get the desired time.
The opening and closing times of a generator set for week i are calculated as follows:
Opening time / week i = Cumulative opening times of days with power cut + Cumulative opening times of days ( without interruption of electricity and:
Stopping time/week i=Cumulative stopping times of days with break Or by:
 and
and  with:-ni: Number of electricity
interrupts logged in week i;-TjAi : Production stop time of a day j of the week i following a power cut;- TjAi + 1 :
Time of return of electricity on the day j of the week i;- Tj0i : Start-up time of the generator set on the day j of the
week i;- Tj0i + 1 : Time when the group stops working on the day j of the week i.By conjecture, the shutdown and opening times per month of each genset are as follows:
with:-ni: Number of electricity
interrupts logged in week i;-TjAi : Production stop time of a day j of the week i following a power cut;- TjAi + 1 :
Time of return of electricity on the day j of the week i;- Tj0i : Start-up time of the generator set on the day j of the
week i;- Tj0i + 1 : Time when the group stops working on the day j of the week i.By conjecture, the shutdown and opening times per month of each genset are as follows:  and
and  Analysis of the availability of generators sets:
Analysis of the availability of generators sets:
By applying the formulas established for opening and closing hours, the history of generator availability for the period from January to July 2017 is given in the Table 3 below:
| Brands of generators sets | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Stamford | PRAMAC | SDMO | |||||||
| Month | TO | TA | Dop | TO | TA | Dop | TO | TA | Dop |
| J | 744 | 4 0,6 | 94,1 | 744 | 22 | 97 | 744 | 55 | 92.6 |
| F | 672 | 46.75 | 93.04 | 672 | 23.6 | 96.4 | 672 | 57.79 | 91,4 |
| M | 744 | 179,2 | 75.9 | 744 | 94 | 87.36 | 744 | 393 | 47,17 |
| A | 720 | 85,8 | 88 | 720 | 18 | 97,5 | 720 | 228.96 | 68.2 |
| M | 744 | 37 | 95 | 744 | 23.8 | 96,8 | 744 | 314.7 | 57,7 |
| J | 720 | 123.6 | 82.8 | 720 | 180 | 75 | 720 | 270 | 62.5 |
| J | 744 | 164 | 77.95 | 744 | 124.9 | 83.2 | 744 | 186 | 75 |
| Average | 86.68 | 90.46 | 70,65 | ||||||
Table 3: Availability of generators sets.
This table is drawn in accordance with Formula (3) and the formulas set out above. /
The formula adopted for calculating the availabilities of the Table 4 is as follows:
| Inspection sheet : | FIG N° : | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Time (Hr) : | |||||||||
| General | Location : | ||||||||
| Agent of maintenance : | |||||||||
| FILTER | YES | NO | START | STOP | COOLING TOWER | YES | NO | START | STOP |
| Tightness of the valves | × | Tightness of the pump | × | ||||||
| Air leak in the circuit | × | Water level in the radiator | × | ||||||
| Good level of lubrification oil | × | Leaks in the water circuit | × | ||||||
| Good oil pressure | × | Good condition belts | × | ||||||
| Air filter | YES | NO | START | STOP | Abnormal engine noise | × | |||
| Good tightness | × | Good state of the protective grid | × | ||||||
Table 4: Group's 1st level inspection range.
 With:TO: opening time = Sum of the operating times of the groups during
a month;TA: cumulative downtime generally attributed only to maintenance;Dop: Availability of the ith generator set
whose formula is given as follows:
With:TO: opening time = Sum of the operating times of the groups during
a month;TA: cumulative downtime generally attributed only to maintenance;Dop: Availability of the ith generator set
whose formula is given as follows:

The following figure shows the evolution of the availability of the 3 generators sets from January to July 2017.
The operational availability of a device must compromise between the best possible availability at the lowest cost and high availability by implementing the best possible maintenance logistics. The calculated availability of 82.59% is much better than that obtained by the structure thanks to their formula and proves that the maintenance actions applied must be adapted to the current state of the group to be much better. Indeed, the previous Figure 4 confirms this by showing an instability of the operational availability, a result well in phase with that revealed by the kiviat graph. It is a question of proposing solutions to these different reasons which accentuate the unavailability of the generators of Camlait SA, which is not without consequences on the image of the company because being able to be at the origin of the breakdown of current in some parts of society. National territory. Hence the prevention plan of inspection ranges and generators indicated below:
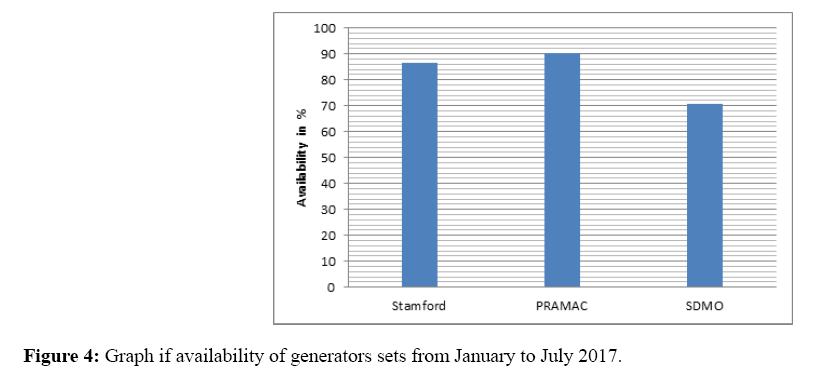
Figure 4: Graph if availability of generators sets from January to July 2017.
Plans for preventive maintenance of generators sets (Table 5)
| Preventive Maintenance Plan for Generator Set | ||||||||||
| Date :…………………../…………………/………….. Division :……………………………………………………………….. | ||||||||||
| Center:……………………………..Equipment :………………………………….. State………………. Class:…………..Organ :……………………………… ………………………………. | ||||||||||
| Intervenenor : | ||||||||||
| Collection of operations | Condition of the machine | Intervenor | Time (H) | Periodicity (depending on the number of hours of operation) | ||||||
| START | STOP | Everyday | Every 50 hours | Every 100 hours | Every 200 hours | Every 500 hours | Every 1000 hours | |||
| Checking the engine oil level | X | Mechanic | 0,2 | X | ||||||
| Checking of the water level | X | Mechanic | 0,2 | X | ||||||
| Engine oil change | X | Mechanic | 1,5 | X | ||||||
| Cleaning the oil filter | X | Mechanic | 1 | X | ||||||
| Cleaning the water filter | X | Mechanic | 1 | X | ||||||
| Draining the water circuit | X | Operatorr | 0 ,5 | X | ||||||
| Examination of the exhaust smoke | X | Operator | 0,2 | X | ||||||
| Decalamination of pipes and exchangers | X | Mechanic | 2 | X | ||||||
| Check and possible adjustment of the engine rockers | X | Mechanic | 2 | X | ||||||
| Checking the condition of the engine valves | X | Mechanic | 1 | X | ||||||
| Break-in and decalamination of the valves | X | Mechanic | 1 | X | ||||||
| Control of the state of the combustion chamber | X | Mechanic | 3 | X | ||||||
| Cleaning the combustion chamber | X | Mechanic | 2 | X | ||||||
| Check the condition of the glow plug | X | Electrician | 1,5 | X | ||||||
| Check the tension and condition of the engine timing belt | X | Mechanic | 1,5 | X | ||||||
| Grease shaft, pinions and motor bearings | X | Greaser | 2,5 | X | ||||||
| Check and clean the entire connecting rod, piston and crank | X | Mechanic | 3 | X | ||||||
| Control of the engine thermostat | X | Mechanic | 1 | X | ||||||
| Adjustment and setting of the injection pump | X | Mechanic | 2 | X | ||||||
| Check and adjustment of injectors | X | Mechanic | 2 | X | ||||||
| Injection point adjustment | X | Electrician | 1 | X | ||||||
| Check the condition of the starter | X | Electrician | 1 | X | ||||||
| Check the battery pods | X | Electrician | 0,5 | X | ||||||
| Check the battery charge | X | Electrician | 1 | X | ||||||
| Check the insulation of the alternator windings | X | Greaser | 2 | X | ||||||
| Shaft lubrication and alternator bearing | X | Operateur | 2,5 | X | ||||||
| Control the operating temperature | X | Operateur | 0,5 | X | ||||||
| Control of the fuel level | X | Mechanic | 0,2 | X | ||||||
| Cleaning the fuel filter | X | Mechanic | 1,5 | X | ||||||
| Tension check of the alternator belt | X | Mechanic | 1,5 | X | ||||||
| Changing the alternator belt | X | Electrician | 1 | X | ||||||
| Check the electric connections | X | Electrician | 1 | X | ||||||
| Verification of the brush-regulator assembly of the alternator | X | Electrician | 2 | X | ||||||
| Observations : | ||||||||||
Table 5: Preventive maintenance plan for generators sets.
At the end of this work, the downtime and intervention of the generators must be reduced to ensure optimum reliability of the production equipment. The purpose of the work in this structure has been achieved as the availability of generators has been improved and, by proposing new, more suitable maintenance plans, there is a significant reduction in downtime, production equipment. In addition, it would be important for the maintenance department to update the obsolete CMMA OptiMaint software and capture the data in real time. On the other hand, given the very important role played by this equipment in production, Camlait should integrate in their software management of spare parts stocks and take into account the financial aspect that results. As far as safety is concerned, the wearing of ribbons, safety shoes, helmets and spectacles must be mandatory before any intervention. Finally, those responsible for these machines should carefully follow the operating instructions for the equipment, including turning off the power before cleaning and replacing parts of the equipment, referring to the operating ranges, inspection, preventive maintenance plans prescribed above.